
机床特点
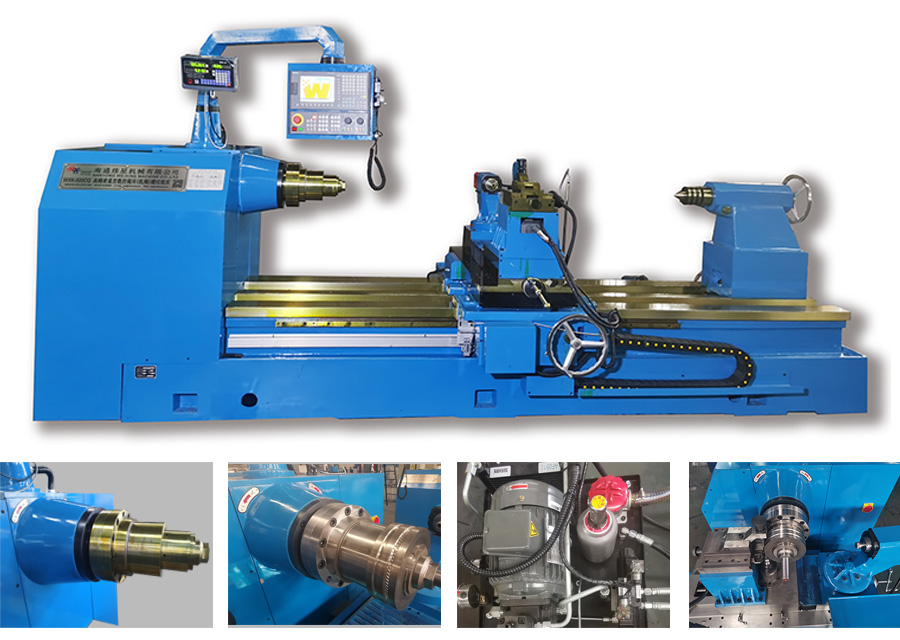
高精密重型数控轧辊螺纹铣床具有自动化程度高、加工精度高、切削效率高、操作安全可靠等优点,机床满足铣槽、跳槽、刻字在一次装夹中完成,不需要二次装夹轧辊。
机床床身为三平行导轨重型轧辊加工机床结构,床身宽度须达910mm,床鞍宽度达810mm,保证机床整体足够的刚度和抗振性能,以适合铣削高硬度的碳化钨辊环和高速钢轧辊。同时满足液压涨紧轴与卡盘的互换。
机床大拖板的纵向移动装有锁紧机构,以确保在加工高硬度轧辊或进行大切削加工时不出现因中心偏移造成废槽。
飞刀铣削体和摆动铣削体相对安装,二者不干涉,无须进行再拆卸和装配零件就能实现铣槽和刻字功能的转换,亦无须进行电气切换。
机床床身经过时效处理或完全退火处理,导轨采用中频淬火处理达到HRC48°-52°,提高其表面的耐磨性能;横向进刀导轨采用滚动直线导轨,减小摩擦阻尼,提高移动精度。正常使用情况下直线导轨报证10年不磨损。
雕铣轴采用电主轴(我厂定制专供:刚性足、受力均匀、散热性好、配置高)直接安装无过度连接,可以在不同材质轧辊上任意雕刻。
机床装配手动对刀机构,并在大拖板纵向移动配备磁栅数显,保证手动换槽位移准确,消除人为目测造成的碰边断刀现象。
控制采用SINUMERIK_808D_ADVANCED系统,LCD显示,总线式驱动,能实现任意三轴联动。全西门子伺服系统,机床4个控制轴均为独立电机和驱动。系统具有良好的动态品质,所选的伺服系统执行精度高、可靠性好、抗干扰能力强、响应速度快。各运动轴都可以通过电子手轮控制。
炜星自主开发专用加工软件,参数界面编程,操作人员无需数控基础,轻松掌握操作技能。确保加工的月牙槽达到GB1499.2-2018之标准。
该机床确保加工的月牙槽达到GB1499.2-2018之标准。
设备具有良好的可操作性、维修性及安全性能,不污染环境及危害人身健康。
本机床主轴结构采用液压涨紧轴机构,配有高精密台湾液压站。主轴液压涨紧轴可通过系统控制涨紧状态,大大提高在装夹校对硬质合金辊环的效率,装夹过程中自动锁紧自动校对精度,无需人工校对精度。同时也满足液压涨紧轴与卡盘的互换。
主要规格和技术参数
加工轧辊最大直径 500mm
最小直径 50mm
加工轧辊最大长度 2500mm
加工辊面最大长度 1800mm
加工月牙槽规格 Φ6~Φ50
加工月牙槽β角度 任意
加工月牙槽跳槽 任意
横向移动速度(X轴) 0~6000mm/min
工件旋转速度(Y轴) 0~30rpm
摆动头旋转速度(Z轴) 0~50rpm
飞刀铣削速度(A轴) 0~600rpm
雕刻电主轴型号额定转速 D85 24000rpm 2.2Kw
冷却泵电机 AB25-90W
控制系统 西门子808D
伺服电机额定功率 X轴 1.75kw
Y轴 2.5kw
Z轴 1.75kw
A轴 3.5kw
液压站 2.2KW
最小编程量 0.001
纵向磁栅尺有效测量长度 2000mm
光栅精度 0.005mm
卡盘形式 四爪卡盘与液压涨紧轴互换
卡盘直径 400mm
液压涨紧轴尺寸 根据客户定制
螺纹铣床(液压涨紧轴版)")



